




建立加工工艺编制:建立加工工艺编制,汇总模具零件明细表、外购件明细表、标准件明细表、自制件明细表、自制标准件明细表、材料清单、热处理件明细表、易损件清单和模具费用,确保相关资源能够及时到位。结合生产计划管理、进度管理,确保相关设备能得到有效使用,预防人员闲置,使加工制造中各环节能够 环环相扣。
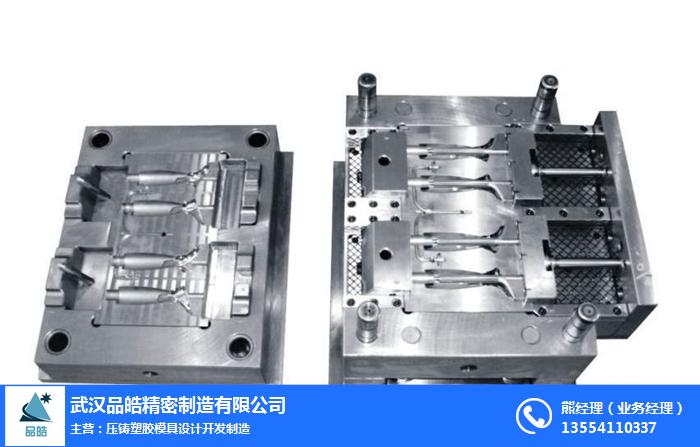
建立质检部门,严格规范检测手段,消除“差不多”的侥幸心理,确保模具加工各零配件的精度。有效的控制模具质量,根据上下工序记录有效地将质量具体关联到个人。可以加强设计、操作者的责任心。
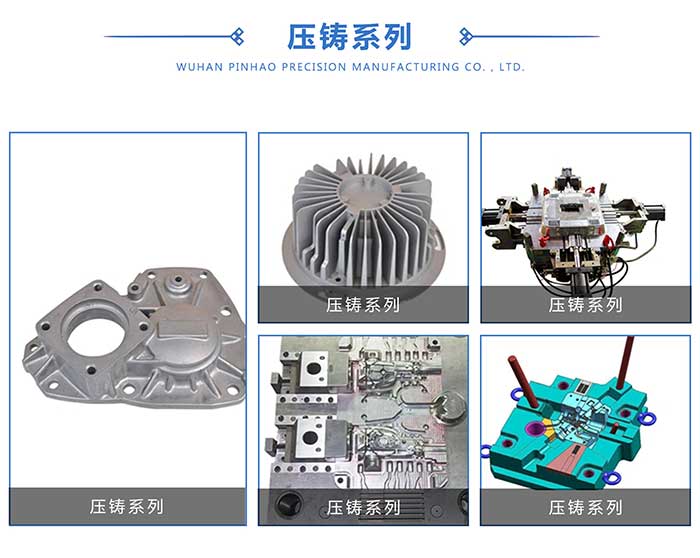
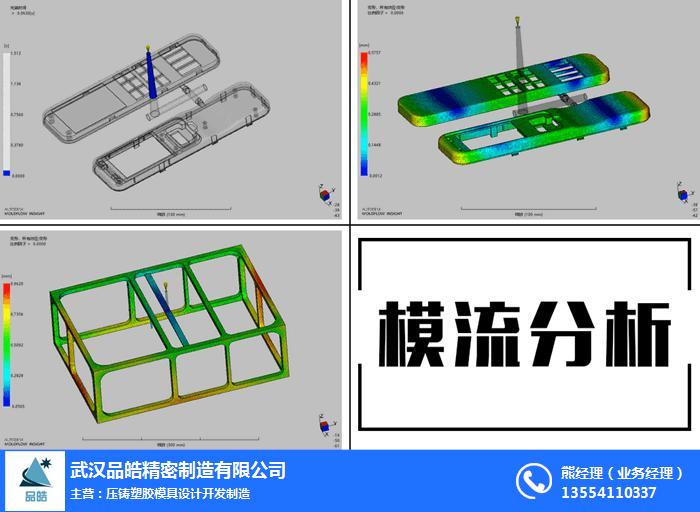
武汉品皓精密制造有限公司,致力于为华中地区的工业企业提供从产品外观造型设计、结构设计、手板制作、压铸塑胶模具设计开发制造、压铸件注塑件产品加工、精密零部件生产等后期服务
冷料穴
它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注1射之间所产生的冷料,从而防止分流道或浇口的堵塞。如果冷料一旦混入型腔,则所制制品中就容易产生内应力。冷料穴的直径约8-10mm,深度为6mm。为了便于脱模,其底部常由脱模杆承担。脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。




 在线客服
在线客服 13554110337
13554110337 1003145285@qq.com
1003145285@qq.com


